Two different tools for two different jobs
The single-screw extruder is the most widely installed piece of plastics processing equipment in the world. Its simplicity — one rotating screw inside a heated barrel — makes it manufacturable in virtually every country with a plastics machinery industry, economical to operate, and straightforward to maintain. The global installed base of single-screw extruders numbers in the hundreds of thousands. For their designed purpose — conveying and shaping pre-compounded polymer melts into film, pipe, profile, and sheet — they are the correct and efficient tool.
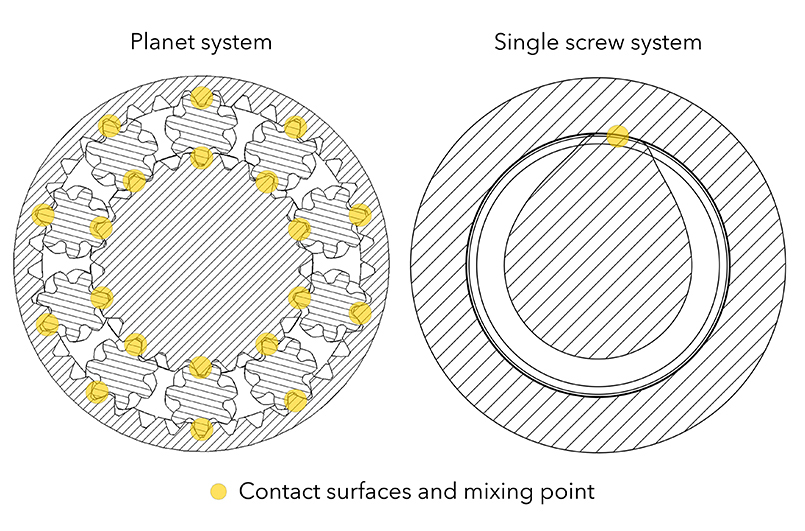
Planetary roller extruders are not simple extruders. They are compounding machines: their function is to distribute, disperse, and homogenise multi-component formulations — filled compounds, masterbatches, blended polymer systems — into a uniform melt for pelletising. The 14:1 ratio in rolling contact surface area between a planetary roller and a single-screw of equivalent barrel diameter is a direct measure of their different mixing capability. Where a single-screw extruder would need 14 metres of barrel to approximate the contact surface that PLATEX by Takımsan achieves in 1 metre, the comparison of mixing intensity is not close.
These two machines are not competitors — they are consecutive stages in many production chains. A planetary roller compounder produces filled-compound pellets; a downstream single-screw extruder shapes those pellets into pipe, profile, or film. Understanding when each is the correct tool, and when they work together, is the purpose of this page.
Side-by-side technical comparison
| Parameter | Planetary roller | Single-screw |
|---|---|---|
| Primary function | Compounding — dispersing, blending, filling | Shaping — conveying melt to die |
| Mixing mechanism | Rolling contact, thin-film forming, high surface area | Single screw flight, low surface area, distributive only |
| Contact surface area (1 m barrel, 165 mm diameter) | ~352 m²/min at 50 rpm | ~25 m²/min at 50 rpm |
| Equivalent mixing: barrel length required | 1 m planetary | ~14 m single-screw (approximate) |
| Dispersive mixing capability | Excellent | Poor |
| Distributive mixing capability | Excellent | Moderate (low) |
| Vacuum degassing | Single optimised stage (standard) | None (standard configuration) |
| Maximum filler loading — reliable output | Up to 80% CaCO3, 65% wood flour | Below 30% CaCO3; above this: agglomerate issues |
| Energy per kg — unfilled polymer | Higher than single-screw | Lower — simple conveyance |
| Energy per kg — high filler loading | Lower than twin-screw, more efficient at high loading | Cannot compound above 30% reliably |
| Capital cost — compounding line | Higher | Not applicable (wrong tool for compounding) |
| Capital cost — shaping line (film, pipe, profile) | Not applicable (wrong tool for shaping) | Lower |
| Throughput stability at steady state | Excellent for compounding | Excellent for shaping |
| Suitable for raw material homogenisation | Yes | No |
| Suitable for direct extrusion to profile die | Possible, uncommon | Standard application |
Where the planetary roller is necessary
Compounding filled systems above 30% loading: At CaCO3 loading above 30–35% by weight, a single-screw extruder cannot achieve the dispersive mixing required to break up filler agglomerates and wet filler surfaces with polymer matrix. The result is a compound with surviving agglomerate clusters that become stress concentrators in the downstream product. For PE+CaCO3 filler masterbatch at 50–80% loading — used in blown film, cast film, and geomembrane applications — a planetary roller compounder is required. See PE+CaCO3 compounding.
WPC and wood-flour-filled compounds: Wood-plastic composite compounding at 40–65% wood flour requires both distributive mixing (uniform wood flour distribution) and vacuum degassing (moisture removal from the hygroscopic wood component). Single-screw extruders have neither the dispersive mixing capability for high wood flour loadings nor vacuum degassing capability in standard configuration. WPC compounding requires a planetary roller or twin-screw compounder. The PLATEX by Takımsan planetary roller is the preferred specification for WPC at loadings above 50% wood flour due to its lower melt temperature, which prevents cellulose discolouration above 190°C. See WPC compounding.
Rigid and soft PVC compounding: PVC is processed in powder form — PVC resin, stabilisers, lubricants, and fillers are dry-blended and then compounded into pellets or directly extruded. A single-screw extruder cannot properly compound PVC powder blends: the combination of PVC’s thermal sensitivity (requiring precise temperature control to avoid degradation), the need to distribute heat stabilisers uniformly through the matrix, and the typical CaCO3 filler content (15–50 phr) exceeds the mixing capability of single-screw geometry. PVC compounding requires a planetary roller or twin-screw compounder. See rigid PVC compounding.
Colour masterbatch and pigment concentrates: Dispersing pigments at 20–70% loading into a carrier resin — breaking primary pigment agglomerates into primary particles — requires shear energy and surface renewal that single-screw geometry cannot provide. Carbon black masterbatch at 40% loading requires the film-forming wetting mechanism of a planetary roller or the kneading block energy of a twin-screw. A single-screw produces inadequate colour strength and high agglomerate counts. See colour masterbatch.
Moisture and volatile removal from hygroscopic compounds: Standard single-screw extruders do not include vacuum degassing. WPC, PVC, and bioplastic compounds all carry moisture or volatile content that must be removed during compounding. PLATEX by Takımsan’s stage 2 vacuum degassing at below 50 mbar removes steam and volatile degradation products from the melt during the compounding pass. This function is absent from single-screw equipment in standard configuration.
Talk to our team
Whether you are evaluating an in-house compounding investment or specifying a complete production line combining planetary compounding and single-screw shaping, Takımsan’s engineers can model throughput, energy, and capital cost for your compound type and volume. Send your compound specification — material, filler loading, required daily volume — to Takımsan’s engineering team. For direct evaluation, a sample run on the PLATEX 80 lab extruder in İstanbul is available before capital commitment.