PLATEX by Takımsan
Planetary Roller Extruder
PLATEX is Takımsan's planetary roller extruder line — eight models covering 45 kg/hr lab scale to 2,500 kg/hr continuous production. ISO 9001:2015 and CE certified. Manufactured in İstanbul since 1995.

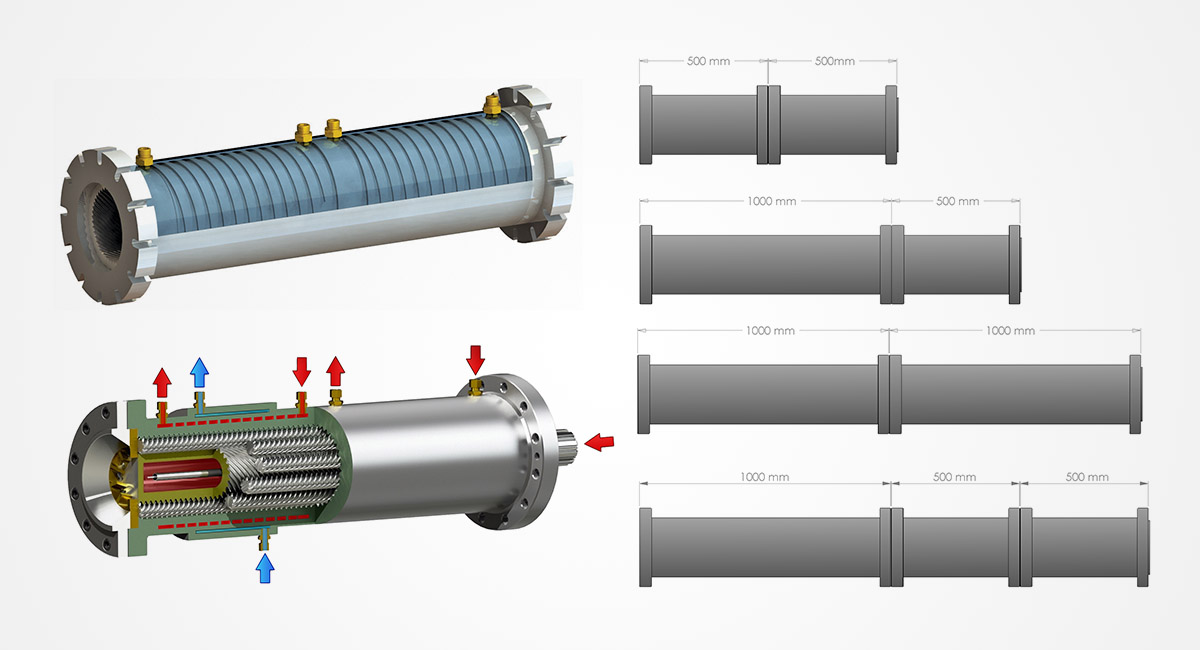
System Structure
How planetary roller extrusion works
A planetary roller extruder consists of a helically profiled central spindle, six to twelve planetary rollers that orbit it, and a helically profiled barrel. The rollers simultaneously orbit the spindle and rotate on their own axes — exactly like planets around a sun — which gives the technology its name.
At every point around the circumference, the roller surfaces are in contact with both the spindle and the barrel wall. As the rollers orbit, they continuously wipe the barrel surface and spread material into a thin film — typically 0.1–1 mm. This film geometry is the source of all primary advantages: low residence time, uniform melt temperature, and effective degassing.
The PLATEX two-stage system adds a vacuum degassing chamber between the planet zone and the discharge unit, allowing volatile compounds and moisture to be drawn out before the melt is pelletised or extruded.
Feed Zone — Division 1
Material enters via the feeding unit (hopper and feed screw) into the planetary roller group, where mixing and heating begin immediately.
Planetary Roller Zone
Rollers orbit the central spindle, pressing material into a thin film against the heated barrel wall. Homogenisation occurs without high shear.
Degassing Chamber — Division 2
A sealed vacuum chamber removes moisture and volatiles from the melt before it reaches the discharge section. Higher clarity, fewer voids.
Discharge Unit — Division 3
Material exits via a granulation head (die-face or strand pelletising) or an extrusion nozzle for direct profile extrusion.
Key Advantages
Why planetary roller over twin-screw or single-screw
Low, controlled melt temperature
The thin film geometry means heat transfers efficiently from the barrel to the melt without requiring high shear energy. PVC can be processed below degradation thresholds.
No material accumulation
The self-wiping action between rollers, spindle and barrel eliminates dead spots. Material cannot overheat in stagnant zones — critical for colour-stable compounds.
High filler loadings
Calcium carbonate, talc and flame retardants at 60–80% by weight are achievable. The film-forming mechanism distributes fillers without the torque limitations of screw geometries.
Effective vacuum degassing
The large free surface area of the melt film in the vacuum zone allows efficient removal of moisture and volatiles. Essential for recycled feedstocks and WPC processing.
Gentle melt homogenisation
Shear rates are low and distributed. Pigments, fillers and polymer matrix are homogenised without mechanical degradation — especially valuable for masterbatch production.
Modular output range
The same process principles scale from 45 kg/hr laboratory units to 2,500 kg/hr continuous production lines. Scale-up from pilot to production is predictable.
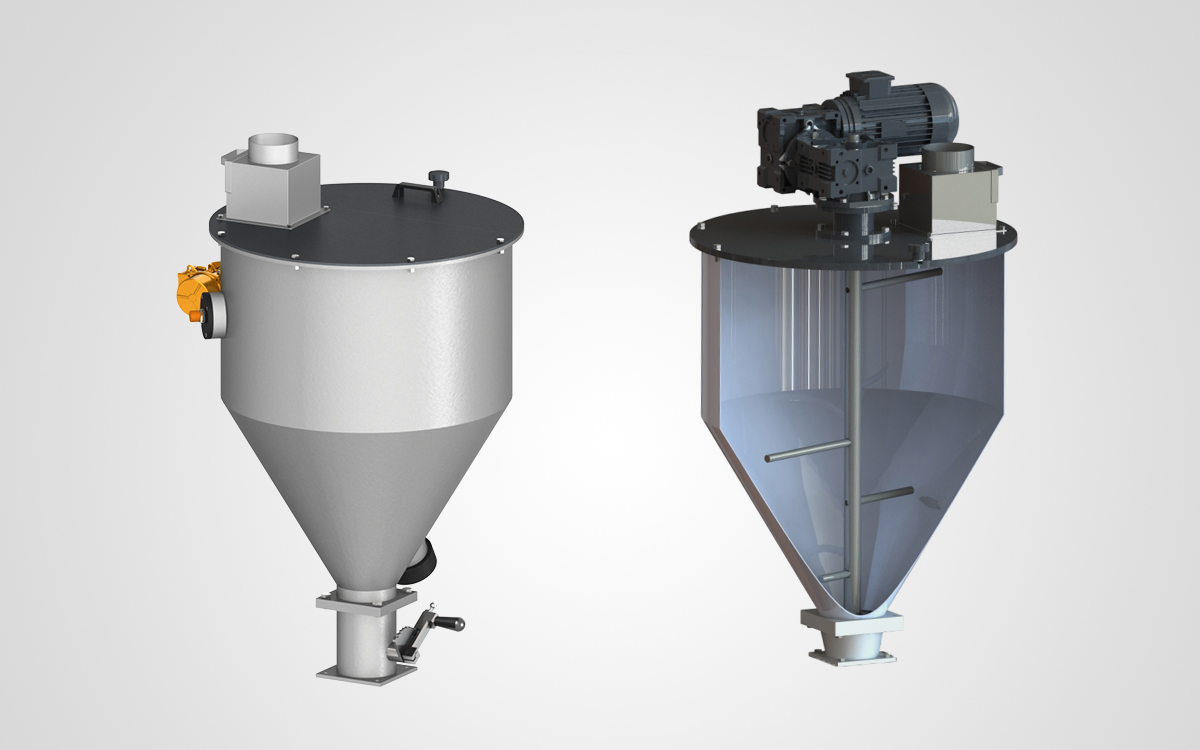
Feeding System
Feed zone and hopper design
PLATEX extruders use a starve-feed principle: material is metered into the feed zone at a controlled rate, not flood-fed under gravity. This allows precise control of residence time and fill level in the planet zone, which directly affects melt quality and energy consumption.
The standard hopper accommodates dry PVC powder blends, granules, and pre-blended masterbatch pellets. Optional volumetric and gravimetric feeders integrate with the PLATEX PLC to maintain accurate throughput at target production rates.
For materials with low fluidity, low viscosity or low bulk density — fine powders, heavily plasticised compounds, humid wood flour — PLATEX extruders can be equipped with an optional stainless steel feeding funnel incorporating a spiral screw and mixer arms. This assembly provides continuous, metered flow into the feed throat regardless of bridging tendency. An optional vibro motor mounted on the funnel further stabilises material level for consistent volumetric feed.

Granulation Division
Granulation head: die-face or strand pelletising
The standard PLATEX granulation head uses a two-part design for tool-free disassembly. The split construction allows the die plate to be changed or cleaned in minutes without special tools — important for production lines that run multiple compounds per shift.
Die-face (hot-face) pelletising cuts the melt directly at the die face using rotating blades. This produces spherical or lenticular pellets and is preferred for high-throughput PVC and WPC lines where continuous operation with minimal intervention is required.
The granulation unit incorporates an internal water cooling circuit that reduces pellet surface temperature immediately after cutting. This prevents pellet-to-pellet adhesion — a common problem at high throughput rates — and stabilises pellet geometry through the conveying and bagging stages.
For the PLATEX 215 at 2,000 kg/hr, the XEC cooling unit (5,100 × 2,700 × 1,180 mm) is the standard complementary system. Takımsan sizes the granulation system to match each model's throughput range at the time of quotation.
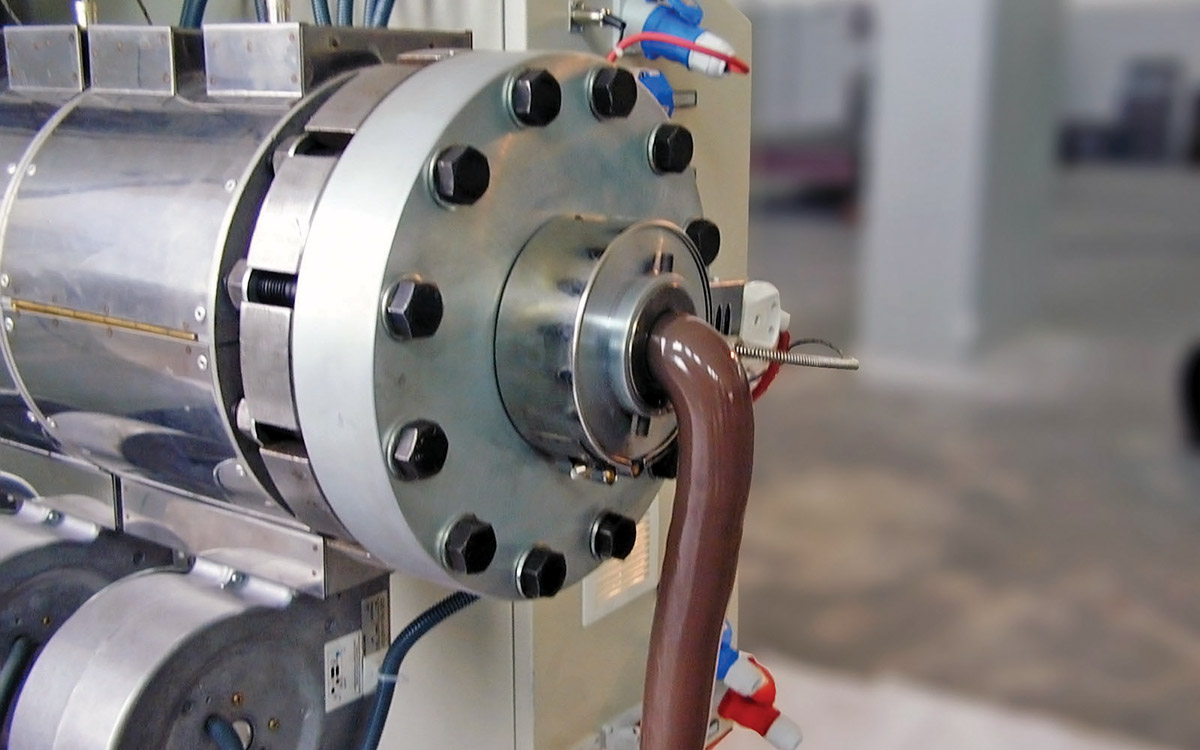
Extrusion Nozzle
Direct profile extrusion from planetary extruder
Extruder nozzle can be fitted for direct feeding to calendering lines with custom made dies.
Die design is application-specific. Takımsan works with customers to specify the die geometry or can adapt standard tooling from the customer's existing extrusion lines.

Cooling Division
XEB and XEC pellet cooling units
After die-face cutting, hot pellets are conveyed by a powerful air-blower onto a cooling sieve. Vibro motors move the pellets steadily towards the bagging station while cooling air circulates beneath them. The result is uniformly cooled, free-flowing pellets with consistent bulk density — ready for direct packaging or downstream conveying without adhesion or deformation.
Takımsan supplies two cooling unit models matched to the PLATEX throughput range. Both handle up to 2,000 kg/hr; the wider XEC is dimensioned for the highest-throughput lines (PLATEX 215 and above).
| Model | A (Length) | B (Width) | C (Height) | Capacity |
|---|---|---|---|---|
| XEB | 5,100 mm | 2,500 mm | 1,050 mm | Up to 2,000 kg/hr |
| XEC | 5,100 mm | 2,700 mm | 1,180 mm | Up to 2,000 kg/hr |
Dimensions are nominal. Consult Takımsan for installation clearance requirements.
Optional Groups
Configurable options for specific processes
PLATEX units are built to order. The following optional configurations are available depending on the target compound and production requirements:
Custom planetary group configuration
Non-standard barrel size, shorter or longer planetary zones, supplementary cooling or heating sections within the barrel, and custom mod profiles for specialised compounding.
Sensors and injector ports
Inline melt temperature and pressure sensors at specified barrel positions; injector ports for reactive additives, liquid stabilisers or colourants.
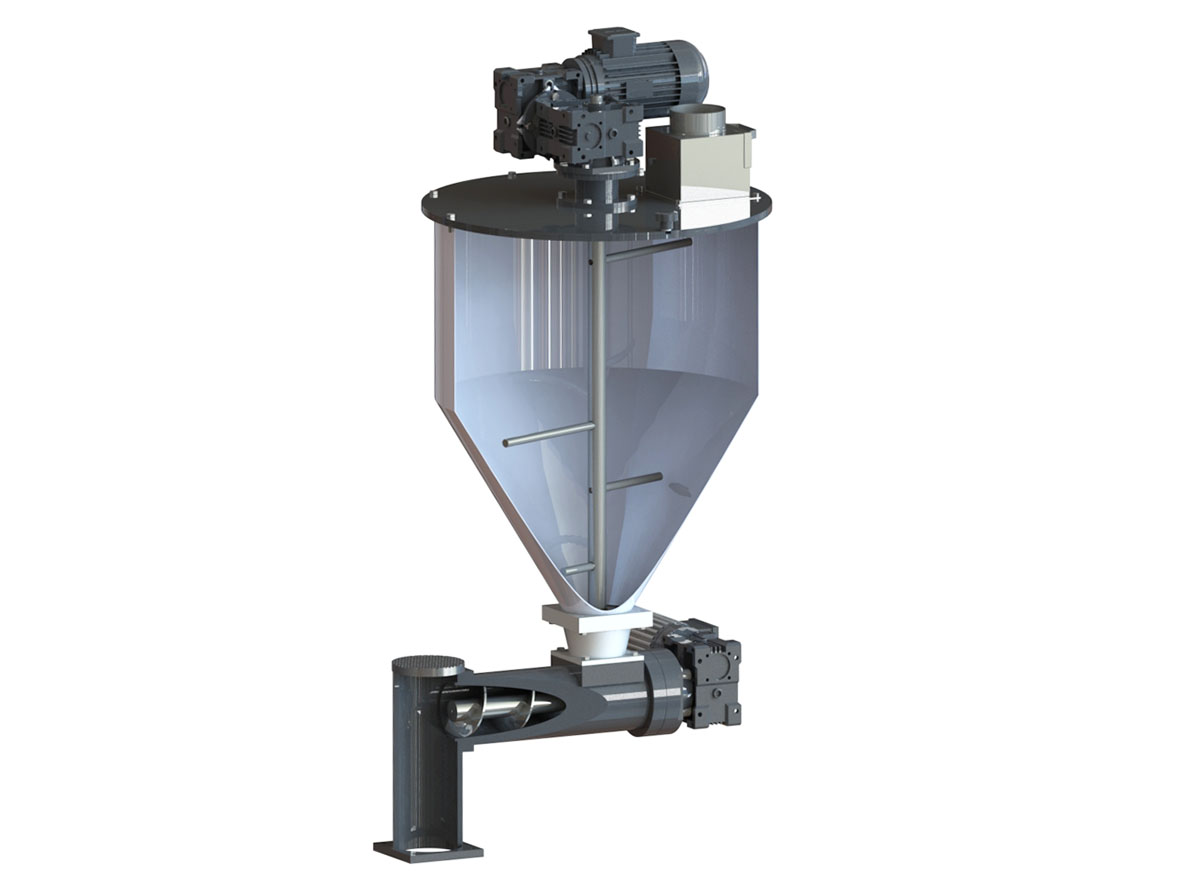
PLC-controlled dosing screw
Driver-controlled dosing screw and barrel mounted beneath the hopper, enabling precise mixture flow rate adjustment directly from the PLC touchscreen.
Side feeders
Downstream filler addition (CaCO₃, glass fibre, wood flour) at specified barrel positions without pre-blending.
Liquid injection ports
Plasticiser, lubricant or reactive additive injection at controlled pressure into the melt zone.
Melt pressure / temperature monitoring
Continuous in-line measurement for process stability records and quality documentation.
Options are specified at quotation stage. Contact Takımsan with your compound data sheet and production target to receive a configured specification.

PLC Automation
Standard PLC control and remote diagnostics
All PLATEX units ship with PLC control as standard. The control system manages extruder speed, barrel zone temperatures, discharge motor speed, feeder rate and vacuum level from a single HMI touchscreen panel.
Remote access is standard — Takımsan's service engineers can connect to the control system via VPN for diagnostics and parameter optimisation without a site visit. Process data logs (temperature, pressure, throughput) are stored on the PLC and exportable for quality records.
The PLC integrates with standard industrial protocols (Profibus, Profinet, Modbus) for connection to plant SCADA systems. Custom integration requirements can be specified at order stage.
PLATEX Models
Choose your output range
PLATEX 80 (Lab. Scale)
- Capacity
- Max 45 kg/hr
- Motor Powers
- 15 / 15 kW
- Heating
- oil or electric
- Satellites
- max 14
PLATEX 100
- Capacity
- 100–200 kg/hr
- Motor Powers
- 45 / 45 kW
- Heating
- oil or electric
- Satellites
- max 8
PLATEX 155
- Capacity
- 450–800 kg/hr
- Motor Powers
- 55 / 55 kW
- Heating
- oil or electric
- Satellites
- 8–13
PLATEX 165
- Capacity
- 600–1100 kg/hr
- Motor Powers
- 75 / 55 kW
- Heating
- oil or electric
- Satellites
- 10–14
PLATEX 185
- Capacity
- 750–1500 kg/hr
- Motor Powers
- 90 / 55 kW
- Heating
- oil or electric
- Satellites
- 12–16
PLATEX 200
- Capacity
- 850–1800 kg/hr
- Motor Powers
- 110 / 55 kW
- Heating
- oil
- Satellites
- 10–10
PLATEX 215
- Capacity
- 1000–2000 kg/hr
- Motor Powers
- 132 / 90 kW
- Heating
- oil
- Satellites
- 12–14
PLATEX 290
- Capacity
- 1500–2500 kg/hr
- Motor Powers
- 355 / 160 kW
- Heating
- oil
- Satellites
- 14–16
Applications
Materials PLATEX processes
Bioplastic Compounding
Bioplastic compounding on PLATEX planetary roller extruders — low shear for PLA, PHA, PBAT. Precise temperature control. ISO 9001:2015.
Color Masterbatch
Colour masterbatch production on PLATEX planetary roller extruders — rapid colour change, high pigment dispersion. PE, PP, PVC carrier.
PE+CaCO3 Compounding
PE CaCO3 filler masterbatch on PLATEX planetary roller extruders — up to 80% CaCO3, uniform dispersion. LDPE, LLDPE, HDPE carriers.
Plastic Recycling
Plastic recycling on PLATEX planetary roller extruders — vacuum degassing handles PCR contamination. PVC, mixed scrap. ISO 9001:2015.
Rigid PVC Compounding
Rigid PVC compounding on PLATEX planetary roller extruders — 8–15°C lower melt temp than twin screw. Window profiles, pipes, cable ducts.
Soft PVC Compounding
Soft PVC compounding on PLATEX planetary roller extruders — homogeneous plasticiser absorption. Cable insulation, medical tubing, flooring.
WPC Compounding
WPC compounding on PLATEX planetary roller extruders — up to 65% wood flour, vacuum degassing for moisture. PE, PP, PVC matrix. ISO 9001:2015.
Talk to our team
Over 30 years of planetary roller technology. Tell us your process — we will size the right machine.