When to choose planetary, when to choose twin-screw
Twin-screw extruders dominate the compounding industry by installed base and by the breadth of applications they address. If you are sourcing a compounder for glass-fibre reinforced engineering polymers, reactive extrusion of PA or polyolefin systems, or pharmaceutical hot-melt extrusion, twin-screw is the established standard — and this page will say so directly.
Planetary roller extruders occupy a specific and well-defined performance zone: heat-sensitive polymers, high-filler loading above 50–60% by weight, and applications where colour change frequency or self-cleaning behaviour is operationally important. In these zones, the planetary roller’s film-forming mechanism produces lower melt temperatures, more stable torque profiles, and shorter colour change cycles than a co-rotating twin-screw of equivalent throughput. Outside these zones, the twin-screw’s greater process flexibility is an advantage that the planetary geometry cannot replicate.
The PLATEX by Takımsan planetary roller extruder range — from the PLATEX 80 lab extruder to the PLATEX 215 large-scale production model — covers the applications where planetary geometry delivers a measurable processing advantage. This comparison addresses where that advantage exists and where it does not.
Three questions determine which technology is appropriate for a given application: (1) Is the material thermally sensitive at the processing temperatures required? (2) Does the formulation include filler loading above 50% by weight? (3) Is colour change or formulation change frequency operationally significant? A “yes” to any of these favours planetary. A compound requiring reactive chemistry, multi-stage devolatisation, or glass-fibre incorporation favours twin-screw.
Side-by-side technical comparison
| Parameter | Planetary roller | Twin-screw co-rotating |
|---|---|---|
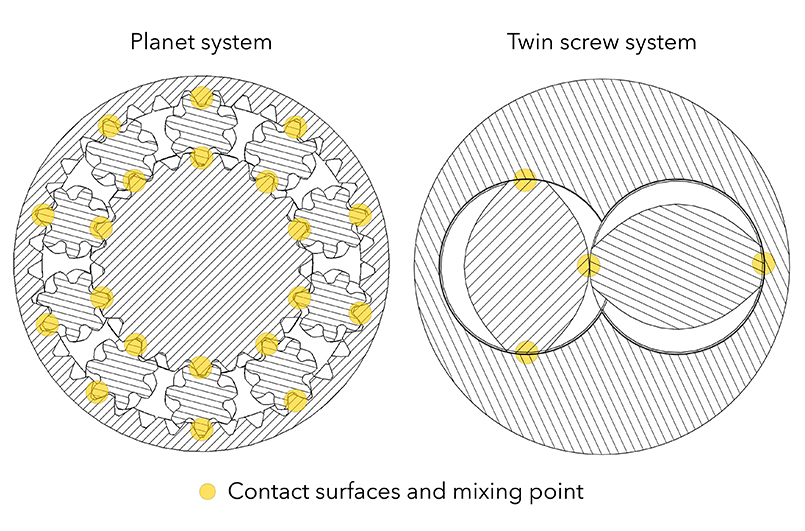
| Primary mixing mechanism | Rolling contact, thin-film forming | Intermeshing screw flights, kneading blocks |
| Contact surface area (1 m barrel, 165 mm diameter) | ~352 m²/min at 50 rpm | ~80–100 m²/min at 200 rpm (estimated) |
| Barrel length for equivalent mixing | 1 m planetary | ~4 m twin-screw (D=140 mm equivalent) |
| Specific mechanical energy — plasticised PVC | 0.05–0.12 kWh/kg | 0.15–0.28 kWh/kg (estimated) |
| Energy draw — 500 kg/hr plasticised PVC | ~40 kW | ~55–65 kW (estimated) |
| Maximum practical filler loading | Up to 80% CaCO3, 65% wood flour | 55–65% typical, higher with configuration |
| Melt temperature relative to barrel setpoint | Closer (conductive heating dominant) | Higher (viscous dissipation adds heat) |
| Self-cleaning behaviour | Excellent — rolling contact wipes all surfaces | Moderate — screw-root blind spots exist |
| Colour change time — same carrier, pigment change | 10–20 minutes | 25–45 minutes |
| Compact footprint | ✓ (shorter barrel) | Larger for equivalent throughput |
| Screw/barrel configuration flexibility | Fixed planetary geometry | Excellent — kneading blocks, mixing elements configurable |
| Reactive extrusion capability | Limited | Excellent |
| Devolatisation — multi-vent | Single optimised vacuum stage | 2–4 vent ports configurable |
| Wear part supply | Takımsan stocked (rollers, barrel liner) | Wide multi-supplier market |
| Capital cost — complete line, 600–800 kg/hr | Lower (estimated 30–50% below twin-screw) | Higher, especially modular configurations |
Where planetary outperforms twin-screw
Heat-sensitive materials — PVC, bioplastics, soft PVC: The planetary roller generates melt primarily through conductive heat transfer from the barrel wall. Specific mechanical energy on plasticised PVC is typically 0.05–0.12 kWh/kg on PLATEX by Takımsan versus 0.15–0.28 kWh/kg on an equivalent twin-screw — the difference appears as 8–15°C lower melt temperature at the discharge. For virgin rigid PVC with a full stabiliser package, this difference reduces the rate at which the thermal stability interval is consumed during processing. For post-consumer recycled PVC, where the stabiliser reserve may already be partially depleted, the lower melt temperature is critical — see plastic recycling for the PCR PVC case. For bioplastics (PLA, PHA), where thermal degradation begins sharply above 200°C, the planetary’s lower melt temperature preserves molecular weight more effectively than twin-screw at equivalent throughput. See bioplastic compounding.
High filler loading above 50%: The planetary roller’s film-forming mechanism wets filler surfaces by repeatedly spreading melt into thin layers across the full barrel diameter. At filler loadings above 50% by weight, this mechanism maintains uniform distribution without the torque spikes that occur when agglomerates pass through the twin-screw intermeshing gap. For PE+CaCO3 filler masterbatch at 70–80% CaCO3, PLATEX by Takımsan is the standard industrial specification. For WPC at 60–65% wood flour, the planetary maintains barrel temperatures below 185°C — above which cellulose begins to discolour — while a twin-screw at equivalent loading and throughput typically reaches 200–210°C due to viscous dissipation. See PE+CaCO3 compounding and WPC compounding.
Colour change efficiency: The planetary roller geometry wipes all processing surfaces continuously through rolling contact — there are no screw-root blind spots where pigment or colour can accumulate between changes. A colour masterbatch producer changing from one pigment system to the next on PLATEX by Takımsan typically completes the transition in 10–20 minutes with 15–40 kg of purge material. The equivalent transition on a co-rotating twin-screw at similar throughput takes 25–45 minutes with 25–60 kg of purge material, depending on the pigment systems and carrier resin. For a masterbatch producer running 6–8 colour changes per shift, this difference is 2–3 additional production lots per shift. See colour masterbatch.
Energy efficiency at matched throughput: At 500 kg/hr on plasticised PVC compound, PLATEX 165 total motor draw is approximately 40 kW. An equivalent-throughput twin-screw draws approximately 55–65 kW. At 6,000 hours/year and €0.10/kWh, the estimated saving is €9,000–15,000/year per line. At multiple lines, the cumulative saving justifies the engineering evaluation even if capital cost were equal — which it is not: a complete PLATEX by Takımsan line at this throughput is typically 30–50% lower capital cost than a modular European twin-screw system.
Residence time distribution: The planetary roller’s narrow residence time distribution ensures that all material receives the same thermal and mechanical history within a production segment. This reduces batch-to-batch compound variability for sensitive applications — particularly relevant for rigid PVC window profile compound, where colour consistency (ΔE ≤ 1.0 between profiles) is a commercial requirement. See rigid PVC compounding.
Decision matrix: which extruder for your application
| Application | Planetary | Twin-screw | Recommended |
|---|---|---|---|
| Rigid PVC — window, pipe, profile | ✓✓✓ | ✓ | Planetary — heat-sensitive, no reactive chemistry |
| Soft PVC — cable, hose, profile | ✓✓✓ | ✓ | Planetary — plasticiser loading, colour consistency |
| WPC at >50% wood flour | ✓✓✓ | ✓✓ | Planetary — temperature control at high loading |
| WPC at <50% wood flour | ✓✓ | ✓✓✓ | Either — twin-screw has more formulation experience |
| PE+CaCO3 masterbatch at >60% | ✓✓✓ | ✓✓ | Planetary — torque stability, filler dispersion |
| Colour and pigment masterbatch | ✓✓✓ | ✓✓ | Planetary — colour change speed advantage |
| Bioplastic compounding (PLA, PHA) | ✓✓✓ | ✓✓ | Planetary — thermal sensitivity critical |
| Post-consumer PVC recycling | ✓✓✓ | ✓✓ | Planetary — depleted stabiliser reserve |
For applications marked ✓✓✓ planetary, the PLATEX by Takımsan range covers throughputs from 10–45 kg/hr (PLATEX 80 lab) to 1,500–2,500 kg/hr (PLATEX 290). For applications where either technology is acceptable, the capital cost and energy efficiency advantage of PLATEX by Takımsan is typically the deciding factor.
Talk to our team
Send Takımsan your compound specification — material, filler loading, colour change frequency, and required throughput — and our team will confirm which PLATEX by Takımsan model is appropriate or advise that a twin-screw is the better fit for your application. We do not over-specify. Contact Takımsan to arrange an engineering consultation or a sample run on the PLATEX 80 lab extruder in İstanbul.