PLATEX by Takımsan
Planetary roller extruder advantages
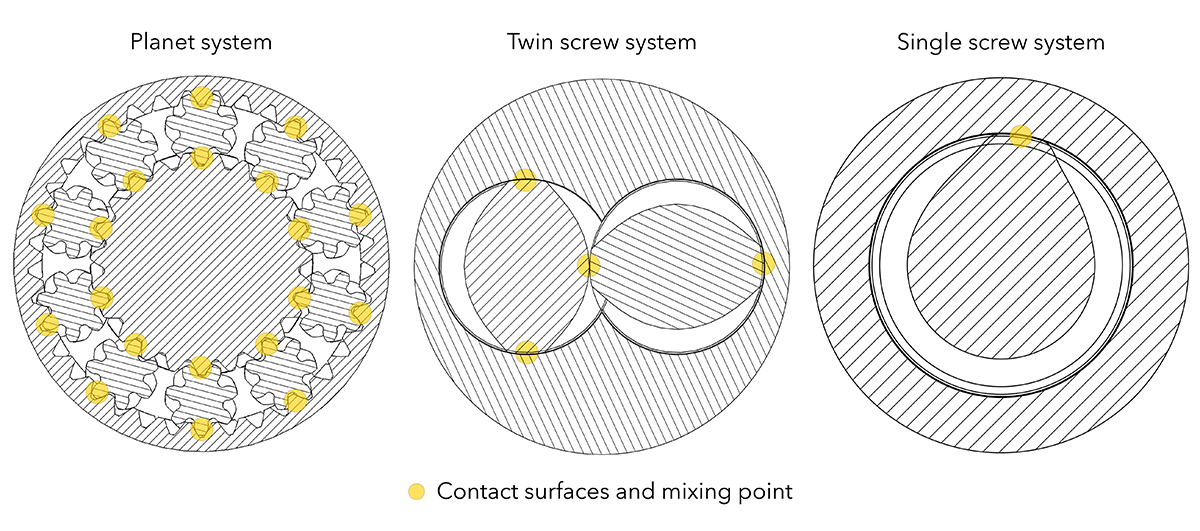
The planetary roller principle delivers processing conditions that co-rotating twin-screw and single-screw extruders cannot replicate: thin-film heat transfer, self-wiping geometry, and distributed stress across multiple rollers. Eight advantages that matter at the compound level.
Gentle, Low-Temperature Processing
Heat-sensitive materialsThe planetary roller geometry spreads polymer into a film 0.1–1 mm thick. Heat transfer occurs across the film surface — not through viscous shear. Melt temperatures run 15–30 °C lower than equivalent twin-screw outputs. For rigid PVC this means the melt stays well below the decomposition threshold (typically 185–195 °C), eliminating the stabiliser margin that twin-screw operators are forced to build in.
Typical PVC melt temperature at PLATEX: 150–175 °C. Decomposition onset: >195 °C. Margin: ≥20 °C.
High Filler Loading — Up to 80 % by Weight
CaCO₃ · Talc · WPC · Flame retardantsMultiple satellite rollers apply distributed, low-peak stress across the melt film. Filler particles are wetted and dispersed without the localised kneading-zone peak stresses that fracture platy minerals in twin-screw kneading blocks. Calcium carbonate loadings of 60–80 wt% (stone paper, heavy-filled PE) and wood-flour loadings up to 70 wt% (WPC decking, fencing) are achievable with consistent melt quality.
Competitor twin-screw limit: 40–60 wt%. PLATEX typical upper limit: 70–80 wt%, depending on formulation.
Self-Cleaning Geometry — Fast Colour Change
Masterbatch · Colour compoundingAt every point around the circumference, roller surfaces simultaneously contact both the central spindle and the barrel wall. As rollers orbit, they continuously wipe each other clean. There are no dead zones, no stagnant corners, no material trapped between flights. Colour changeover that takes 30–60 minutes on a twin-screw typically takes under 10 minutes on a PLATEX — a meaningful saving in purge compound cost and downtime for masterbatch producers.
Typical colour changeover time: <10 min. No dead-zone degradation during extended runs.
Energy Efficiency — 20–25 % Less Than Twin-Screw
Operating cost · SustainabilityBecause the melt film transfers heat conductively rather than generating it through viscous dissipation, specific energy consumption (SEC) is structurally lower. At throughputs above 500 kg/hr the difference compounds: a PLATEX at 1,200 kg/hr draws approximately 62–70 kW from the extruder motor; an equivalent-output co-rotating twin-screw typically requires 95–110 kW for the same compound. At 6,000 operating hours per year and €0.10/kWh, the PLATEX saves an estimated €12,000–20,000 annually on energy alone.
PLATEX SEC: approx. 0.05–0.08 kWh/kg (filled PVC). Twin-screw equivalent: approx. 0.08–0.12 kWh/kg.
Narrow Residence Time Distribution
PVC · Masterbatch · BioplasticsUnlike a twin-screw, where the screw geometry creates both fast- and slow-moving streams, the planetary roller arrangement gives every element of material essentially the same path length and processing time. The result is a tight residence time distribution — critical for thermally sensitive materials where a long-tail of overheated material causes off-specification product, and for colour-sensitive compounds where streak-free pigment dispersion depends on uniform processing history.
Narrow RTD → consistent product quality, no thermal hot-spots, reduced stabiliser requirement.
Optimum Degassing — Higher Clarity, Longer Runs
Film · Recycling · PVCThe PLATEX dedicated degassing chamber removes moisture, residual monomers, and volatile degradation products from the melt under vacuum. The result is higher optical clarity in film applications, lower haze values in cast and blown film, and significantly longer production runs before cleaning is required. For post-consumer recycling where incoming material carries surface contamination and entrapped moisture, the degassing stage is essential for achieving output quality on difficult feedstocks.
Up to 2 vacuum degassing stages. Typical operating pressure: <50 mbar. Benefit: higher clarity, lower haze, extended run length.
Adjustable Satellite Configuration — Wider Processing Window
Process flexibility · Regrind · RecyclateThe number of satellite rollers in a PLATEX barrel can be changed to alter mixing intensity, throughput capacity, and the processing window for a given formulation. Fewer rollers increase throughput and reduce mixing intensity — suited to less demanding compounds. More rollers increase contact surface area — appropriate for high-filler or difficult-to-disperse systems. This configurability also makes PLATEX suitable for all regrind and post-consumer recyclate: the gentle rolling contact processes irregular feed without the stress peaks that damage twin-screw kneading blocks on contaminated material.
Satellite count: adjustable per barrel module. Wider processing window than fixed twin-screw screw geometry. Regrind-compatible at all loadings.
Compact Design & Lower Capital Investment
Capital cost · FootprintThe planetary roller mechanism achieves in 1 metre of barrel what a twin-screw requires 4 metres to approximate — and 14 metres for a single-screw. This translates directly to a shorter machine footprint for equivalent compounding performance. PLATEX by Takımsan machines require less floor space than equivalent-throughput twin-screw lines, and carry a substantially lower capital cost than European co-rotating twin-screw systems at the same output. For producers evaluating in-house compounding capacity for the first time, the lower entry investment fundamentally changes the break-even calculation.
Capital cost vs equivalent European twin-screw: typically 30–50% lower. Barrel length for equivalent mixing: 1 m planetary vs ~4 m twin-screw.
Technology Comparison
Planetary roller vs twin-screw vs single-screw
A side-by-side comparison of the three principal continuous compounding technologies across the criteria that matter for compound specification.
| Feature | Planetary Roller PLATEX by Takımsan | Co-rotating Twin-Screw | Single-Screw |
|---|---|---|---|
| Max filler loading | 70–80 wt% | 40–60 wt% | 20–40 wt% |
| Melt temperature | Low (film heat transfer) | Medium–high (shear) | Medium |
| Heat-sensitive materials (PVC, TPU, bioplastics) | Excellent | Good | Limited |
| Self-cleaning / colour change | Fast (<10 min) | Moderate (30–60 min) | Slow (>60 min) |
| Vacuum degassing stages | Up to 2 | Up to 2 | 1 typical |
| Specific energy (SEC) | 0.05–0.08 kWh/kg | 0.08–0.12 kWh/kg | 0.06–0.10 kWh/kg |
| WPC (≥50 wt% wood flour) | Yes | Possible | No |
| Post-consumer recycling with volatiles | Yes (dual degassing) | Yes (dual degassing) | Limited |
| Throughput range (PLATEX) | 45–2,500 kg/hr | 10–10,000 kg/hr | 50–5,000 kg/hr |
| Capital investment | Low–medium | High | Low |
Values are indicative. Actual performance depends on compound formulation, output rate and machine specification. Contact Takımsan with your compound data sheet for a process-specific assessment.
Advantages applied by material
Each application family exploits a different combination of the planetary roller advantages above.
Rigid PVC
Low melt temp · High filler
Soft PVC
Plasticiser dispersion · Low shear
WPC
≤70% wood flour · Degassing
Colour Masterbatch
Self-cleaning · Fast changeover
High-Filler Compounds
60–80% CaCO₃ · Talc
Plastic Recycling
Dual degassing · Post-consumer
Bioplastics
PLA · PBAT · Low temperature
All models →
PLATEX 80 to PLATEX 290
Talk to our team
Over 30 years of planetary roller technology. Tell us your process — we will size the right machine.